|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| Chad911sc |
 Dec 11 2024, 04:46 PM Dec 11 2024, 04:46 PM
Post
#1
|
|
Member  Group: Members Posts: 293 Joined: 24-September 24 From: Florida Member No.: 28,374 Region Association: South East States |
I have my short block built and I’m ready to set my deck height. It’s 96mm bore with stock 71mm factory crank. This is a 2.0 2056 build. I have a Web 86a cam calling for approx 9:1 compression. I have 60cc heads with 3cc valve reliefs on my flat top pistons. If I plug all this into the calculator, I get 8.3:1 for my compression ratio if I set the deck height to .040 inch
After I set up the piston on the rod and bolt down the cylinder to the block, I get .053 inch from the piston to the top of the cylinder. My question is, what is the best way to proceed to get the 9:1 ratio with at least .040 inch total deck height. I am thinking that if I take off 6 total cc’s from the head, that will leave me with 54cc heads with the 3cc valve pocket = total 57cc’s. Bringing me now to the correct 9:1 compression ratio with the .040 inch deck height. If I am in the right ballpark, this means I need to have my heads fly cut….correct?? If this is correct, how do I go about calculating how many thousands of an inch do I need to have removed by the machine shop to remove 6cc from the head? I obviously will need to remove at least .013 inch total deck height get to my .040 goal, and that’s with no shims or head gaskets being used. Thanks for your time, Chad |
   |

 
|
| Chad911sc |
Dec 11 2024, 04:49 PM
Post
#2
|
|
Member Group: Members Posts: 293 Joined: 24-September 24 From: Florida Member No.: 28,374 Region Association: South East States |
I have my short block built and I’m ready to set my deck height. It’s 96mm bore with stock 71mm factory crank. This is a 2.0 2056 build. I have a Web 86a cam calling for approx 9:1 compression. I have 60cc heads with 3cc valve reliefs on my flat top pistons. If I plug all this into the calculator, I get 8.3:1 for my compression ratio if I set the deck height to .040 inch
After I set up the piston on the rod and bolt down the cylinder to the block, I get .053 inch from the piston to the top of the cylinder. My question is, what is the best way to proceed to get the 9:1 ratio with at least .040 inch total deck height. I am thinking that if I take off 6 total cc’s from the head, that will leave me with 54cc heads with the 3cc valve pocket = total 57cc’s. Bringing me now to the correct 9:1 compression ratio with the .040 inch deck height. If I am in the right ballpark, this means I need to have my heads fly cut….correct?? If this is correct, how do I go about calculating how many thousands of an inch do I need to have removed by the machine shop to remove 6cc from the head? I obviously will need to remove at least .013 inch total deck height get to my .040 goal, and that’s with no shims or head gaskets being used. Thanks for your time, Chad Attached thumbnail(s) 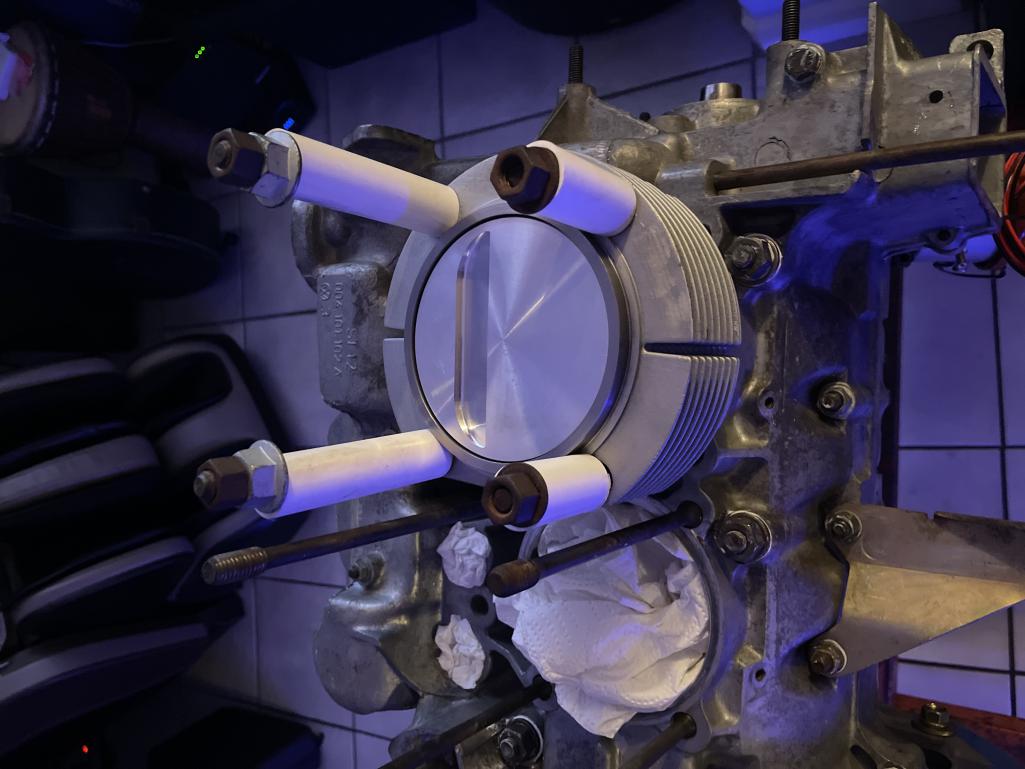
|
|
|
|
| technicalninja |
Dec 11 2024, 05:36 PM
Post
#3
|
|
Advanced Member Group: Members Posts: 2,531 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
You're on the right track.
Altering the cylinder head will NOT change deck height. You will need to add a .013 shim between the jug and case. Don't trust a single deck reading. Do it on all 4 and adjust shim to the tightest one. Use the same shim on all. You want the top of the jugs to be parallel to each other. Plot the shape of the depression in the head and figure out how much you need to trim off of the heads to achieve 9-1. CAD is the way to go for this. If you haven't verified the registers in the case are flat, you should before doing any of this. This is a known weak spot that "sags" with casting age alone (per Jake Raby). Also, CC the heads and the valve depression before doing any machining. I NEVER trust "published" numbers. I've seen too much variation in the past. I LIKE the trough style of valve depression, but I'd expect more than 3 CCs |
|
|
|
| 930cabman |
Dec 11 2024, 06:24 PM
Post
#4
|
|
Advanced Member Group: Members Posts: 4,571 Joined: 12-November 20 From: Buffalo Member No.: 24,877 Region Association: North East States |
top of then cylinders MUST be in plane with each other and parallel with the case.
my last build I used Plastigage at quarter points of the cylinder/head connection. No head gasket. 20k miles later she runs great |
|
|
|
| Shivers |
Dec 11 2024, 06:29 PM
Post
#5
|
|
Senior Member Group: Members Posts: 3,335 Joined: 19-October 20 From: La Quinta, CA Member No.: 24,781 Region Association: Southern California |
You need to raise the compression, right? If so you can have the chambers cut to make it smaller to cut down on the cc's you are dealing with. But make sure you have someone that knows that job. Not sure how much would need to come off
|
|
|
|
| cgnj |
Dec 12 2024, 12:14 AM
Post
#6
|
|
Senior Member Group: Members Posts: 703 Joined: 6-March 03 From: Medford, NJ Member No.: 403 Region Association: None |
Was your case decked?
Did you check the volume of the valve pockets and heads? Did you check with each cylinder? I would trim the one cylinder top .013 if you can take that much off and fully seat it without hitting the fins. |
|
|
|
| Chad911sc |
Dec 12 2024, 09:38 AM
Post
#7
|
|
Member Group: Members Posts: 293 Joined: 24-September 24 From: Florida Member No.: 28,374 Region Association: South East States |
Thanks for the replies!
I did cc the heads and all 4 were 59-60cc. I haven’t cc the valve pockets yet, but I would agree they are by looks alone probably a little more than the stated 3cc. On the first reply it was stated that by adding a base shim of .013 that would get me to the needed .040, but wouldn’t a shim add space instead of subtracting it? I will add the water back into the head and remove the 6cc, mark the line on the valve pocket at the waters crest and have it cut down to that line. That should ballpark me into the right area. I had the case checked at a local machine shop that did the crank polish, flywheel turn, and case cleaning, and they said the journals and the deck were still within parameters. It is a virgin case with 93,000 miles on it. I will definitely measure and check the deck height on all of the cylinders before preceding, just wanted to understand the process fully at this juncture before going any further. Thanks again for your valuable time, Chad |
|
|
|
| rfinegan |
Dec 12 2024, 10:31 AM
Post
#8
|
|
Senior Member Group: Members Posts: 1,194 Joined: 8-February 13 From: NC Member No.: 15,499 Region Association: MidAtlantic Region |
Yes Get your deck hight sorted first...
Then set the Head volume (total) for desired compress lots of good stuff here QUOTE(Chad911sc @ Dec 12 2024, 10:38 AM)  Thanks for the replies! I did cc the heads and all 4 were 59-60cc. I haven’t cc the valve pockets yet, but I would agree they are by looks alone probably a little more than the stated 3cc. On the first reply it was stated that by adding a base shim of .013 that would get me to the needed .040, but wouldn’t a shim add space instead of subtracting it? I will add the water back into the head and remove the 6cc, mark the line on the valve pocket at the waters crest and have it cut down to that line. That should ballpark me into the right area. I had the case checked at a local machine shop that did the crank polish, flywheel turn, and case cleaning, and they said the journals and the deck were still within parameters. It is a virgin case with 93,000 miles on it. I will definitely measure and check the deck height on all of the cylinders before preceding, just wanted to understand the process fully at this juncture before going any further. Thanks again for your valuable time, Chad |
|
|
|
| technicalninja |
Dec 12 2024, 11:08 AM
Post
#9
|
|
Advanced Member Group: Members Posts: 2,531 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
QUOTE(Chad911sc @ Dec 12 2024, 09:38 AM) Thanks for the replies! I did cc the heads and all 4 were 59-60cc. I haven’t cc the valve pockets yet, but I would agree they are by looks alone probably a little more than the stated 3cc. On the first reply it was stated that by adding a base shim of .013 that would get me to the needed .040, but wouldn’t a shim add space instead of subtracting it? I will add the water back into the head and remove the 6cc, mark the line on the valve pocket at the waters crest and have it cut down to that line. That should ballpark me into the right area. I had the case checked at a local machine shop that did the crank polish, flywheel turn, and case cleaning, and they said the journals and the deck were still within parameters. It is a virgin case with 93,000 miles on it. I will definitely measure and check the deck height on all of the cylinders before preceding, just wanted to understand the process fully at this juncture before going any further. Thanks again for your valuable time, Chad Du'h... you're RIGHT! Stupid Ninja! You need to remove .013" from either the top of the jugs OR the jug registers on the case. NEVER/NEVER completely trust the machine shop. Ian Karr (lots of good videos) had one to the few VW air-cooled specialist machine shops still in business do the machine work in his Bumble Bee. They BOTCHED the line boring on the case. He had to "do" the engine twice on that car! The case registers in your pictures show ZERO machine work (they are still dirty). Minimum I would do (to verify these are flat) would be to remove the head studs, get a small piece of glass, cover it in 1000 grit wet/dry sandpaper, and "lap" the registers with WD/40 as my "cutting fluid". I'd want to see nice clean aluminum all the way around the registers. I'd test the surface with either Dykem blue die or a black sharpie. Lightly coat the surfaces and hit it with the glass/sandpaper lightly. You WILL be able to see any low spots this way. For the reason why check out this video. https://www.youtube.com/watch?v=siPS_EBLxLY |
|
|
|
| 930cabman |
Dec 12 2024, 01:27 PM
Post
#10
|
|
Advanced Member Group: Members Posts: 4,571 Joined: 12-November 20 From: Buffalo Member No.: 24,877 Region Association: North East States |
QUOTE(technicalninja @ Dec 12 2024, 12:08 PM) QUOTE(Chad911sc @ Dec 12 2024, 09:38 AM) Thanks for the replies! I did cc the heads and all 4 were 59-60cc. I haven’t cc the valve pockets yet, but I would agree they are by looks alone probably a little more than the stated 3cc. On the first reply it was stated that by adding a base shim of .013 that would get me to the needed .040, but wouldn’t a shim add space instead of subtracting it? I will add the water back into the head and remove the 6cc, mark the line on the valve pocket at the waters crest and have it cut down to that line. That should ballpark me into the right area. I had the case checked at a local machine shop that did the crank polish, flywheel turn, and case cleaning, and they said the journals and the deck were still within parameters. It is a virgin case with 93,000 miles on it. I will definitely measure and check the deck height on all of the cylinders before preceding, just wanted to understand the process fully at this juncture before going any further. Thanks again for your valuable time, Chad Du'h... you're RIGHT! Stupid Ninja! You need to remove .013" from either the top of the jugs OR the jug registers on the case. NEVER/NEVER completely trust the machine shop. Ian Karr (lots of good videos) had one to the few VW air-cooled specialist machine shops still in business do the machine work in his Bumble Bee. They BOTCHED the line boring on the case. He had to "do" the engine twice on that car! The case registers in your pictures show ZERO machine work (they are still dirty). Minimum I would do (to verify these are flat) would be to remove the head studs, get a small piece of glass, cover it in 1000 grit wet/dry sandpaper, and "lap" the registers with WD/40 as my "cutting fluid". I'd want to see nice clean aluminum all the way around the registers. I'd test the surface with either Dykem blue die or a black sharpie. Lightly coat the surfaces and hit it with the glass/sandpaper lightly. You WILL be able to see any low spots this way. For the reason why check out this video. https://www.youtube.com/watch?v=siPS_EBLxLY Not much different from doctors, lawyers, you name it |
|
|
|
| Chad911sc |
Dec 12 2024, 02:05 PM
Post
#11
|
|
Member Group: Members Posts: 293 Joined: 24-September 24 From: Florida Member No.: 28,374 Region Association: South East States |
Very true!!
I actually watched all of Ian’s videos! Very good for first time type 4 builders like myself. That sounds like a good idea with the flat glass surface to polish those up. I will do that this weekend and make sure they are nice and flat. Thank again for all the advice, built several engines over the years and they all have their tricks of the trade to apply. This site has been paramount in the building of this engine. I haven’t had to ask very many questions because all the info is already here.Just couldn’t figure out the deck height thing with all the different ways to do it. |
|
|
|
| Chad911sc |
Dec 14 2024, 02:10 PM
Post
#12
|
|
Member Group: Members Posts: 293 Joined: 24-September 24 From: Florida Member No.: 28,374 Region Association: South East States |
Spent the day on your recommendation to resurface the deck. Definitely looks much better, and I’m sure will help with the sealing process. Used 1000 grit to knock it down a bit and 1500 to finish.
Thanks Technicalninja for the help! Attached thumbnail(s) 
|
|
|
|
| Jack Standz |
Dec 14 2024, 03:13 PM
Post
#13
|
|
Senior Member Group: Members Posts: 743 Joined: 15-November 19 From: Happy Place (& surrounding area) Member No.: 23,644 Region Association: None |
This should work fine for a shade tree mechanic rebuild, but for the little extra $$ (say $150), don't you want to have a machinist clean up the decks?
You want them flat (the glass and abrasive probably can get you there). You want them parallel to the crank centerline. You want the decks on both case halfs the same distance from the crank centerline. As a bonus, the material removed will decrease your deck height and increase your compression ratio, which is what you said you are looking for. (If the cleanup cuts ends up farther than you want for your calculated CR, you can add the right sized spacers to dial-in the CR. It looks like you've already glued the case half together, but just suggesting you might be happier knowing the motor is as good as you can make it. That's a sunk cost and it's still easy enough to pull apart and send to a good machinist. The combustion chambers will also likely seal up better and longer if the parts are machined as good as you can get them. |
|
|
|
| iankarr |
Dec 14 2024, 05:19 PM
Post
#14
|
|
The wrencher formerly known as Cuddy_K Group: Members Posts: 2,595 Joined: 22-May 15 From: Heber City, UT Member No.: 18,749 Region Association: Intermountain Region |
All great advice. Glad you found the videos helpful. Reagan’s line “trust but verify” is a mantra here. Very few machine shops are set up to work on these engines, so definitely confirm that the place you’re using is experienced. I’ve found that AA cylinders can be too tall. Assuming your registers are dead flat, I’d take the .013 off the jugs, since that’s a much easier machining task than decking the registers, which requires lots more experience and precision.
You’re well on your way! The only other thing I’d suggest is it’s far easier and less frustrating to backtrack on a build if necessary, than to press ahead with something you’re unsure about and have to start from scratch after a problem presents itself while running. BTDT (IMG:style_emoticons/default/smile.gif) |
|
|
|
| Jack Standz |
Dec 15 2024, 11:50 AM
Post
#15
|
|
Senior Member Group: Members Posts: 743 Joined: 15-November 19 From: Happy Place (& surrounding area) Member No.: 23,644 Region Association: None |
I'd assume that your decks aren't flat, nor parallel to the crank centerline, nor consistent from side to side.
As Ian says, verify. That means you need to measure things. I'd pay special attention to whether the decks are parallel to the crank centerline. Not sure that it's "easier" to have the cylinders cut down, but, it's only $85 plus shipping to have European Motor Works deck a type 4 case. Again, cutting the cylinders down doesn't address sunken decks, inconsistent deck heights from case side to side, non-parallel decks, etc. A properly decked case does. Would suggest you have them also tap the oil galley plugs while they have your case. Here's a link: https://www.europeanmotorworks.com/vw/engin...se-service.html |
|
|
|
| Jack Standz |
Dec 15 2024, 12:19 PM
Post
#16
|
|
Senior Member Group: Members Posts: 743 Joined: 15-November 19 From: Happy Place (& surrounding area) Member No.: 23,644 Region Association: None |
One more thought.
Raby in this video says that generally it takes 30 thousandths or more (especially with a 2 liter case) to deck a case. That will fix your deck height issue and allow you to use the right thickness spacers to hit your desired CR without further machine work on your case. https://m.youtube.com/watch?v=siPS_EBLxLY |
|
|
|
| technicalninja |
Dec 15 2024, 02:33 PM
Post
#17
|
|
Advanced Member Group: Members Posts: 2,531 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
(IMG:style_emoticons/default/agree.gif)
Jack is right! Someone (maybe Jack and I, with help from others) really should make a recipe regarding what to do, at what time, and how to verify thread on T4 builds. Ian Karr did it pretty well on basic rebuild but there isn't a "make sure to do this" list when you have this stuff apart that I am aware of. If I had the cases apart there is NO WAY IN HELL that I wouldn't have case line bore, and jug register flatness addressed. Sorry @Chad911SC but you stated the machine shop checked and "Cleaned" the cases. The first picture shows enough debris on the top of the case and the registers still dirty that I rate that cleaning job as "Not done. even first stage not correct". I'll go through at least 3 cleaning stages. First is mechanical in the parts washer. This involves scrappers, razors, wire brushes and should leave the cases pretty clean, much more so than your pictures show... At times I'd be using brass/stainless "tooth brushes" and be working under magnification as my 60-year-old eyes are getting weak. I have "jeweler's lens" up to 10X. During this first stage I would use the glass trick to verify "how bad" my registers are. I would still expect to have them machined! After this initial cleaning I'd detail the case haves (both internal and external) cleaning up casting flash/irregularities. I'd do the RMS drain mods. I'd look closely at all of the oil system parts, probably buy the Tangerine upgrade parts. I'd choose an oil pump that had O-rings between the pump body and the case. I'd remove ALL of the pressed in plugs/oil channel block offs and clean all of the oil gallies with gun cleaning equipment. Some of the plugs are difficult to re-seal. Multiple threads on here about sealing issues would need to be investigated/addressed. I'd use a thread "chaser" (not a tap!) on every threaded hole in the block. B12 and air to finish and then inspection under magnification. Threaded bolt holes would look "NEW" after completion. Big air (175psi) and B12, WD/40 would be used liberally. All of this happens BEFORE it goes to machine shop! I'd want the case halves cleaned in a "hot water" rotisserie parts cleaner and then have machine work done. this is second stage cleaning. After machined parts returned, I'd want to be in a "clean room" if possible. Doesn't have to be "laboratory" clean but cleaner than the open shop. After all of my mockup builds (at least two) I'd do a final cleaning (3rd stage) with alcohol and air and then do then do final build. At this point I'd be ANAL about the cleanliness... On an engine with an iron block, I'll also include a "caustic solution" stage during the first cleaning (cheap oven cleaner) and request a caustic solution "vatting" at the machine shop. The machine shop commonly ask me "why the cleaning? Your stuffs already clean." I still have them do it... Now, in the OPs case he's already back together. His registers look a SHITLOAD better now. If he used a large enough piece of glass and kept it FLAT during lapping his registers SHOULD be better. Did you VERIFY the flatness via the procedure I provided (Dykem or Sharpie)? If you did, you're good. If you didn't... Now Chad gets to make a decision. Try it or back track One other point, when I was actively pursuing a T4 build I found SO many rod lengths available that ending up with excessive deck was not going to be a problem. It was the other way round for me. Pistons were far more likely to be sticking out of the jugs and this required metallic "shims" between the jugs and case. Thick ones! I bought a set of extended length head studs because of this. I AM surprised you ended up so far down the bore without reusing the stock rods. This was part of the reason I got the initial deck adjustment WRONG. All of my computations for a T4 were to increase clearance, not reduce it... Another thing I'd do automatically. For ANY performance build nowadays. Ceramic coating on piston crown, chamber, and exhaust port... |
|
|
|
| Chad911sc |
Dec 16 2024, 02:39 PM
Post
#18
|
|
Member Group: Members Posts: 293 Joined: 24-September 24 From: Florida Member No.: 28,374 Region Association: South East States |
Thanks for all the replies!
Wish I would have seen that Raby video before starting this build. Now I’m leaning on taking it back apart and sending it off to European Motorworks for the suggested work. There is no one I would trust in the Orlando area to do this type of machining on type 4’s. After lapping in those registers of mine, I put the pistons and cylinders on #1 and #2 and rechecked my deck height on both cylinders. They were both at .053 before the lapping and now they both measure in at .050 thousands. So that means I removed a total of .003 from the deck (IMG:style_emoticons/default/mad.gif) itself. After watching the Raby video it seems like that is nothing according to him on the 2.0 case. When I lay the piece of glass on the top of the deck and try to put even my .00015 feeler gauge into any spot on the deck between the glass and the deck surface, it will no fit. That middle spot on the register of the 2.0 is considerably thinner than the 1.7, but if it’s flat after only taking off .003 then I still should be good?? Right? I definitely want to do it right the first time and be done with it. So if I need to break it back apart, I will. So what do you guys think? (IMG:style_emoticons/default/confused24.gif) And just a side note….Thanks again Ian for making those wonderful videos! Without those I wouldn’t have even attempted this build. It’s been a fun journey so far and I’m ready to get her back in the car, but if it takes longer, I’m ok with it. |
|
|
|
| seanpaulmc |
Dec 17 2024, 07:50 AM
Post
#19
|
|
Member Group: Members Posts: 435 Joined: 6-December 16 From: Orlando, FL Member No.: 20,649 Region Association: South East States |
A guy local to me rebuilding his 912 built up a 2270. He used a machine shop called Rev Masters to bore out the stock cylinders to the 96mm needed. They are west of John Young Pkwy. He was happy with the cylinder work.
Also, take a look at Advanced Cylinder Heads on Forsyth in Winter Park. I stopped in there once, a few years ago now, to check them out and by coincidence they had just finished up a Type 4 case though I do not know what work was done to it. Neither is a personal endorsement. I have not had work done. My engine build is sometime off in the future as I still have major sheet metal repairs to complete. It would be great to find others in Orlando with direct experience. Lastly, check out Stratton Motorsports in Winter Park. They do some really, really nice VW builds. (IMG:style_emoticons/default/pray.gif) Best, Sean |
|
|
|
| Superhawk996 |
Dec 17 2024, 09:21 AM
Post
#20
|
|
914 Guru Group: Members Posts: 7,767 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
QUOTE(Chad911sc @ Dec 16 2024, 04:39 PM) They were both at .053 before the lapping and now they both measure in at .050 thousands. So that means I removed a total of .003 from the deck (IMG:style_emoticons/default/mad.gif) So what do you guys think? (IMG:style_emoticons/default/confused24.gif) There is no way you removed 0.003” of material lapping with 1000 & 1500 grit sandpaper So that means there were localized burrs or high points affecting your initial measurement and/or your measuring tools and technique are highly variable. Agree with the others. Disassemble case and have the deck registers machined. You will end up with more variability trying to take 0.013” off the cylinders due to the mechanics of how the cylinders will be machined and finding a machine shop that can do that EXACTLY the same on 4 cylinders. The catch 22 of T4 engines is that rebuilding them is not rocket science. The problem is that they are sensitive to details (like case decking) that most machine shops and I4/V6/V8 builders have no experience dealing with. |
|
|
|
|
2 User(s) are reading this topic (2 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 1st April 2026 - 10:36 PM |
Invision Power Board
v9.1.4 © 2026 IPS, Inc.